2026: Volume 8, Issue 1
Current Issue
 Abstract
Abstract  PDF
PDFRole of Cenosphere Filler Addition on Three-body Abrasive Wear Performance of Hybrid Jute-glass Epoxy Composites
Soma Dalbehera*
1Senior Lecturer, Department of Mechanical Engineering, Skill Development and Technical Education Department, Odisha, India
*Corresponding author: Dr. Soma Dalbehera, Senior Lecturer, Department of Mechanical Engineering, Skill Development and Technical Education, Odisha, India, Orcid ID: 0000-0003-0266-9026, E-mail: [email protected]
Received Date: February 05, 2026
Published Date: April 27, 2026
Citation: Dalbehera S. (2026). Role of Cenosphere Filler Addition on Three-body Abrasive Wear Performance of Hybrid Jute-glass Epoxy Composites. Material Science. 8(1):42.
ABSTRACT
As per the recent study the three-body abrasive wear behaviour of particulate filled woven hybrid jute-glass (GJJG) epoxy composites have been described. The hybrid epoxy composites were fabricated and filled with (5-20) wt.% of cenosphere filler with a step of 5wt.%.In the present investigation, angular silica sand particles of size in the range (200-250) μm were used as dry abrasive. Abrasive wear tests were conducted on a dry sand rubber wheel abrasion tester (ASTM G65) under different loads (5-20) N at contact pressures of 1.89, 3.78, 5.68 and 7.6 N/cm2 and abrading distances (143-2292m). Cenosphere is a hollow microsphere produced during phase transformation and thermochemical reaction of combustion of coal in thermal power plant. The filler addition has shown significant influence on three-body abrasive wear response of glass-jute hybrid epoxy composites at various loads. Abrasion resistance of unfilled and filled glass-jute epoxy composites strongly depends on the experimental test parameters such as applied load, sliding speed and abrasive particle size. The results indicate that the wear volume increases and specific wear rate decreases with addition of cenosphere content with improved abrasion resistance. Advanced optical microscopy was used to study the worn surface morphology to understand the mechanism involved in the abolition of materials. Microscopic studies of abraded surfaces help identifying the involved mechanisms and suggest that the distribution of cenosphere particles on the composites increases the abrasion resistance of the developed hybrid composites.
Keywords: Three-Body Abrasion, Wear Mechanism, Cenosphere, Surface Morphology, Abrasive Particle Size, Deformation, Specific Wear Rate, Tribolayers
INTRODUCTION
Polymer composites have changed some of the traditional materials in diverse engineering packages now a day. This is due to the benefits of hybrid polymer composites over traditional engineering substances for ease of processing, productivity, price reduction, and automotive uses. Research is underway internationally to develop modern composites with various combinations of fibers and fillers so as to make them useable under different operational conditions. In maximum applications, the properties of polymers are modified using fillers and fibers to suit the high strength and modulus demand. A remarkable advance in the polymer industry has been the use of fiber and particulate fillers as reinforcement inside polymer matrix. As long as the fibers are concerned, growth in natural fiber plastic composite is enhancing day by day. Natural fibers are conveniently used because of their low density and increasing environmental stress. The natural composites found uses where load bearing capacity and dimensional stability under moist and excessive thermal conditions are of secondary importance. Regardless of numerous advantages, the mechanical properties of plant fiber composites are much lower than those of artificial fiber composites. As pointed out by Sabeel Ahmed [1] plant fibre alone in polymer matrix is insufficient in satisfactorily tackling all the technical demand of a fibre reinforced composite. They have the opinion that if it is mixed with a synthetic fiber in the identical matrix, the high-quality properties of both fibers may be preserved. These consequences are in development of hybrid composites.In an earlier study the authors [2,3] have worked with mechanical properties of woven jute glass hybrid epoxy composites. In their work they tried to find out the optimum layering sequence of jute and glass fiber which will provide both maximum tensile and flexural strength. The results reflect that two glass layers at extreme position with two jute layers at middle of stacking sequence (GJJG) offers maximum strength to the hybrid composite.
On the other hand, particulate fillers are of considerable interest, not only from an economic point of view, but as modifiers for the physical properties of the polymers. It is well documented in the literatures [4-6] that majority fillers have a positive influence on mechanical properties. Hard particulate fillers consisting of ceramic or metal particles and fibers made of glass, carbon are being used in recent times to improve dramatically the wear resistance, even up to three orders of magnitude [7-9]. Several kinds of polymers and polymer matrix composites reinforced with metal particles have a wide range of commercial applications as heaters, electrodes, composites etc. with thermal durability at excess temperature. These engineering composites are favoured due to their low density, high corrosion resistance, ease of fabrication and low cost. Simultaneously ceramic filled polymer composites have been the subject of wide research in last two decades. The inclusion of inorganic fillers into polymers for industrial applications is primarily focussed at the cost reduction and stiffness improvement.
Polymer composites are being used in various application areas. One important scope is tribo utility such as bearings, gears and valves etc. where it is difficult to apply lubricants. Leaving back the adhesive wear, these composites are also extremely good in other areas such as abrasion, fretting, reciprocating and erosion. Abrasive wear occurs in different areas such as pipe line carrying sand slurries in petroleum refining, pumps handling industrial fluids, chute lines abraded by coke in minerals and coal handling equipments [10-12].
Cenosphere is a ceramic rich industrial waste produced during burning of coal in thermal power plants. This is also known as aluminosilicate hollow microsphere. Figure 1(a) shows the micrographs of the distribution of cenosphere particulate as reinforcement in the composites and Figure 1(b) shows the EDX analysis of cenosphere particles. As indicated in EDX analysis the particles are mainly composed of mixtures of oxides such as SiO2, Al2O3 and Fe2O3. Various trace elements such as K, Ca and Au are also present. It is a unique class of filler suitable for polymer matrix because of its clear dispersion, homogeneity, inertness, low water absorption and chemical stability. Research is going onto find out the various ways to utilize this by-product to prevent any environmental problem as well as effectively use them to produce new beneficial materials. In continuation to this work here the authors have added cenosphere as particulate filler material to the GJJG composite. Different weight percentages (5, 10, 15 and 20%) of cenosphere were added to the hybrid composite. It is observed that though the literatures [4,11,14-15] the studies on tribological behaviour of cenosphere filled polymer composites carried out but no attempt has been made till date on three-body abrasion test to reveal the impact of cenosphere filler of different wt. percentages on hybrid jute-glass epoxy composites for economic use.
Keeping this in view, within the present work the effect of cenosphere on the three-body abrasion wear behaviour of jute-glass hybrid composites have been carried out experimentally. Woven fabric reinforced composites are gaining popularity because of their balanced properties in the material plane as well as their ease of handling during fabrication. Here the orientation of jute has been kept as (450-450) and that of glass as (00-900) while making the hybrid composite. Wear mechanisms involved in the material removal process were studied with the aid of advanced optical microscope (Zeiss Stemi 508 Stereo Microscope).
.png)
Figure 1(a): Cenosphere filler
.png)
Figure 1(b): EDX analysis of cenosphere particle
EXPERIMENTAL DETAILS
Materials
The following materials were used for laminate preparation, testing and to investigate the abrasion characteristics: jute fiber (woven), E-glass fiber, cenosphere (Grade of CS300), epoxies resin(LY-556), and hardener (HY-951).
Composite Fabrication
Hybrid laminates of woven jute and glass mat for stacking sequence (GJJG) were prepared by usual hand lay-up approach. Four groups of laminate composite samples were made with varying weight percentage of cenosphere (5%,10%,15% and 20%). The layout of fiber for glass was kept at (0-900) and for jute it was changed to (450-450) orientation instead of (0-900) orientation. A wooden mold of dimension (150×60×5) mm was taken for manufacturing the composite slab. For quick removal of the composites, teflon sheet and silicon spray were used that prevent adhesion between mold wall and composite sample. The epoxy (LY 556) and hardener (HY 951) were mixed in a ratio of 10:1 to which cenosphere were added and mixed well through mild stirring. Pre-impregnated jute and glass fiber were kept in the mold with the right sequence. The load was implemented from the top surface of composites and the molds were allowed to cure for 72hrs at room temperature. After 72hrs the samples were taken out of the mold and cut to required shape and size. The abrasion test samples of size (75mm×25mm×5mm) were prepared from the laminates using a diamond tipped cutter. The composites with their designation, the volume and weight fraction of total fiber and thickness calculated are provided in Table 1.
Table 1: Laminate stacking sequence
|
Symbol |
Stacking sequence |
Cenosphere |
Volume |
Weight fraction % |
Thickness |
|
Wt. (%) |
fraction% |
(mm) |
|||
|
S1 |
GJJG |
5 |
16.4 |
29.3 |
5 |
|
S2 |
GJJG |
10 |
18.2 |
32.6 |
5 |
|
S3 |
GJJG |
15 |
20.8 |
37.1 |
5 |
|
S4 |
GJJG |
20 |
23.3 |
41.4 |
5 |
Three-Body Abrasion Test
The three-body abrasive wear tests were conducted using a dry sand rubber wheel abrasion tester by ASTM G-65 standard as shown in Figure 2.
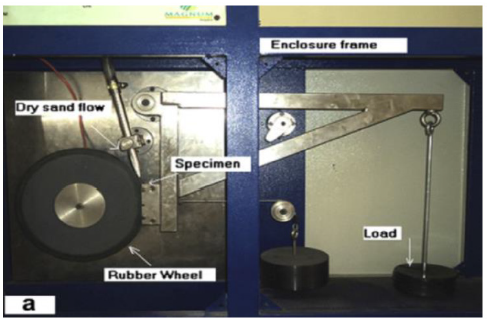
Figure 2: Dry sand rubber wheel abrasive test rig
Angular silica sand of size (150-250)μm with sharp edges was used as abrasive. The samples were cleaned with acetone in ultrasonic cleaner and then dried. The initial weight was measured using an electronic balance having a least count of 1×10-3g. The samples were then mounted on the specimen holder and pressed against the chlorobutyl rubber wheel using a lever arm with a specified force while controlled flow of abrasive particles abraded the surface. The chlorobutyl rubber wheel of thickness 12.7 mm rimmed on a 228 mm diameter wheel. The wheel was rotated at a speed ranging from 200 to 1000rpm at an approximate sliding velocity of 0.83 to 4.16 m/s. Static force of 5, 10, 15 and 20 N were applied on specimen using dead load on the load arm. The pivot axis of the lever arm lies in-plane, tangential to the rubber wheel surface and normal to the horizontal diameter along which the load was applied and moisture free silica abrasive particles were passed between the specimen and the rubber wheel. The specimen holder was designed to ensure that wear scar location remains the same, even after removal and replacement of samples. The abrasive feeding system consists of a hopper that allows silica sand to fall under gravity through the nozzle onto a rubber wheel. The rubber wheel was rotated by a motor through timer belt and the speed of the motor determined the discharge rate of silica sand. The experimental conditions are summarized in Table 2.
Table 2: Test conditions
|
Test variables |
Test parameters |
|
Load |
5 N, 10 N, 15 N, 20N |
|
Rotational speed of rubber wheel |
(200±5) rev/min (V =2.4 m/s) |
|
Diameter of rubber wheel |
228.6mm |
|
Abrasive particles |
Silica sand, angular |
|
Abrasive size |
(150–250) μm |
|
Sand Flow rate |
(250±50)g/min |
|
Size of the specimen |
(75×25×5)mm3 |
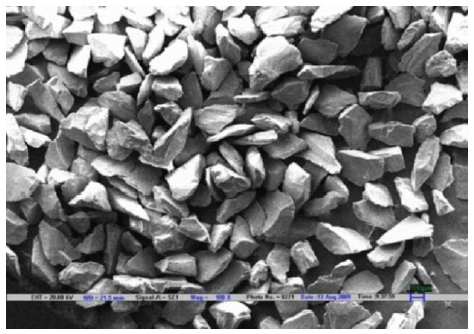
Figure 3: SEM of Silica sand
The scanning electron micrograph of silica sand used is shown in Figure 3 which displays the morphology of the abrasive particles. All tests were performed in a dry environment at laboratory room temperature. Each abrasion test lasted for 5 minutes. After completion of each test the specimen was removed from the holder, cleaned in acetone and weight loss measurements were recorded. This procedure was repeated until the abrasive wear rate attains a steady-state value. Wear volume were computed from the weight loss measurements. The same test procedure and conditions were maintained and new samples were taken for every set of applied load, sliding speeds and abrasive particle sizes.
Wear volume (Δ V) wear rate (Wr) and specific wear rate (K0) were calculated from the following equations.
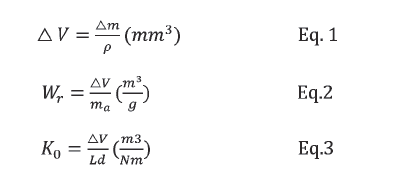
Where Δ m is the mass loss (gm),  ρ the density of the test material (gm/cc), ma the mass of the abrasive (gm), Δ V the volume loss (mm3), L is the load (N) and d the sliding distance (m).Typical wear scars of the abraded specimens are shown in Figure 4.
ρ the density of the test material (gm/cc), ma the mass of the abrasive (gm), Δ V the volume loss (mm3), L is the load (N) and d the sliding distance (m).Typical wear scars of the abraded specimens are shown in Figure 4.
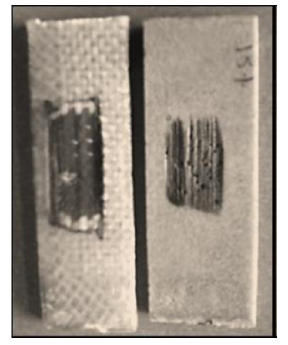
The three-body abrasion wear scar has three different zones: an entrance zone where abrasive first come into contact with specimen, central zone in which particle may roll as well as slide and an exit area where abrasive particles leave the specimen. The entrance and exit areas subjected to multiple indentations by angular abrasive particles, where as in central zone the angular particles have a rolling component to their motion across the specimen surface and it creates repeated contact on the loading surfaces. These may lead to localized fatigue damage and removal of the material surface.
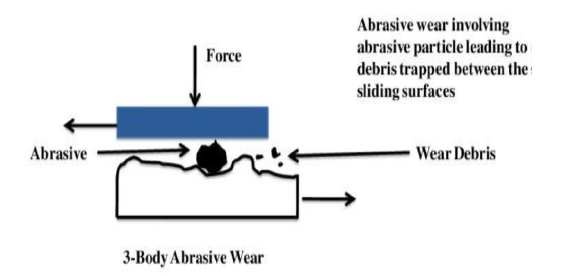
Figure 5: Schematic representations of three-body abrasion wear
According to Zum Gahr [10], the rate of material removal in three-body abrasion can be one order of magnitude lower than that of two-body abrasion. This is due to the loose abrasive particles abrade the solid surfaces for only about 10% of the time between which they are situated while they spend about 90% of the time in rolling action.
RESULTS AND DISCUSSIONS
Effect of Cenosphere on Abrasive Wear Behaviour of Glass-Jute Epoxy Composites
The experimental results of the three-body abrasion wear test for different weight percentage of cenosphere filled hybrid glass-jute(GJJG) epoxy composite at various loads and sliding distances were found out. The variation of abrasive wear volume, wear rate and specific wear rate of cenosphere filled hybrid glass-jute (GJJG) epoxy composites at different applied loads (5-20N) varied in steps of 5N at contact pressures of 1.89,3.78,5.68 and 7.6 N/cm2 respectively for different developed abrasive specimens are shown in Figures 6-8.
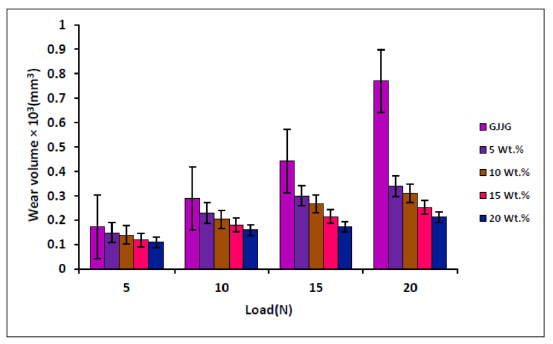
Figure 6: Variation of wear volume with respect to loads (N) for different cenosphere Weight percentage of abraded hybrid glass-jute (GJJG) epoxy composite
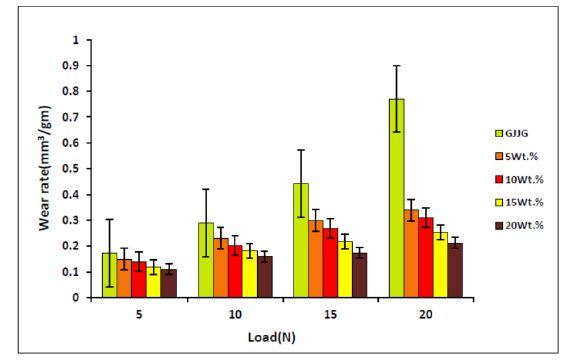
Figure 7: Variation of wear rate with respect to loads (N) for different cenosphere wt. percentage of abraded hybrid glass-jute (GJJG) epoxy composites
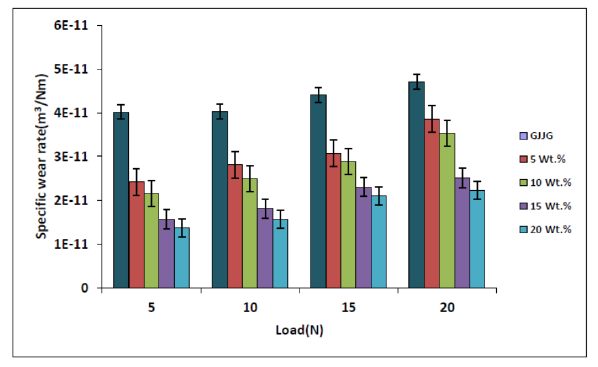
Figure 8: Variation of specific wear rate with respect to loads (N) for different cenosphere weight percentage of abraded hybrid glass-jute (GJJG) epoxy composites
It is observed from the graphs that for all the hybrid composites used in this study there is a near linear wear volume loss with respect to applied load. The highest wear rate is found to be for hybrid glass-jute(GJJG) composite without cenosphere particle with a value of 0.77mm3/g at 20N and the lowest for 20wt.% of cenosphere filled GJJG composite of value 0.21mm3/g at the same load. It is also observed that the wear rate of 5wt.% cenosphere filled hybrid composite is more than that of 20wt. percentage filled hybrid composites. This is due to the higher matrix-filler interaction and better adhesion between the fiber, matrix and filler in the developed composites [4,11-13].
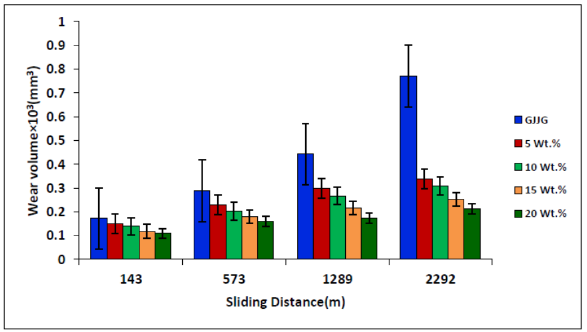
Figure 9: Variation of wear volume with respect to sliding distances (m) for different cenosphere
Wt. percentage of abraded hybrid glass-jute (GJJG) epoxy composites
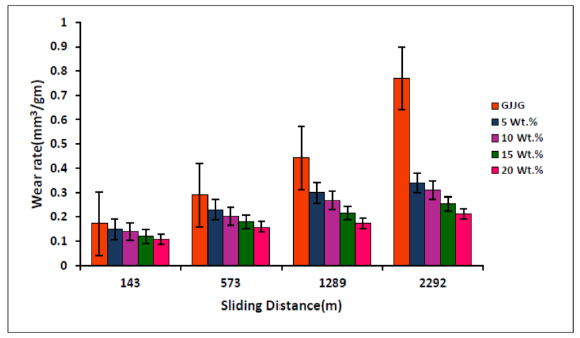
Figure 10: Variation of wear rate with respect to sliding distances (m) for different cenosphere wt. percentage of abraded hybrid glass-jute (GJJG) epoxy composite
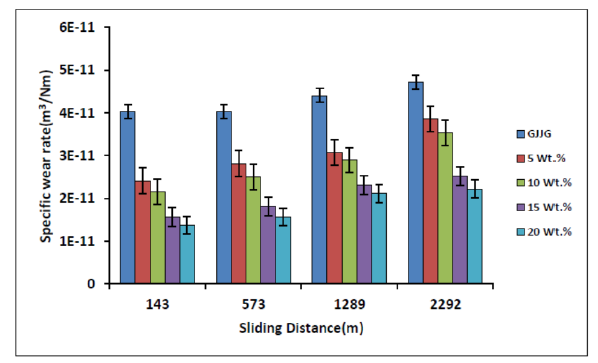
Figure 11: Variation of specific wear rate with respect to sliding distances (m) for different cenosphere wt. percentage of abraded hybrid glass-jute (GJJG) epoxy composite
Figures 9-11 show the variation of abrasive wear volume, wear rate and specific wear rate of cenosphere filled hybrid glass-jute (GJJG) epoxy composites as a function of sliding distances for different composites. For all the composites tested, it is observed that the specific wear rate decreases with increase in filler content. At all loading conditions, the highest specific wear rate is for 5wt.% of cenosphere filled glass-jute (GJJG) composite with a value of 3.853×10-11m3/ (Nm) and the lowest value of 2.22×10-11 m3/ (Nm) for 20wt.% of cenosphere filled composites for abrading distance of 2292m.The specific wear rate strongly depends on the applied load and abrading distance for all the developed composites. The phenomenon of decrease in specific wear rate is due to the fabric nature and the presence of glass fiber at outer surface of composites. This is also attributed to the fact that at lower abrading distance low modulus matrix was exposed and at higher abrading distance high modulus fiber was exposed to abrasion [11-14].
This can further be explained by the fact that when the abrasive particles get entrapped between the rubber wheel and the composite samples, due to high stress of the hard abrasive particles, ploughing action takes place on the sample surface leading to removal of more matrix material. The lowest wear rate is due to the presence of higher cenosphere wt. percentage on the surface of the developed composite that act as an effective barrier to prevent the large-scale deformation of the epoxy matrix. The higher filler loading into hybrid glass-jute composites is thought to create a hard surface and this result in reduced wear loss in developed composites.Severe damage to the fibre and epoxy matrix is the primary reason for the higher wear rate using silica as abrasive in most of abrasion wear. This is because abrasive particles can be embedded on the softer surface and groove the harder one. More debris and micro cracks in the matrix were obvious due to deformation of the softened matrix under high contact pressure. Chand N. and Naik A.M. et al. [13] observed that glass fibres provide better resistance against abrasive wear, which is reflected from the present study and high weight fraction of glass fibres in the composites show less wear loss as compared to composites containing less glass fibres. In the present work also similar observations were revealed which are in agreement with the findings reported in the literatures [12-15].
Worn surface morphology of abraded surfaces
In order to understand the details of abrasion wear mechanisms of cenosphere filled hybrid glass-jute(GJJG) epoxy composites of specific fibre orientations, advanced optical micrographs taken by Zeiss Stemi 508 Stereo optical Microscope of magnification 2500 of different worn surfaces at various loads are shown in Figures 12-13.
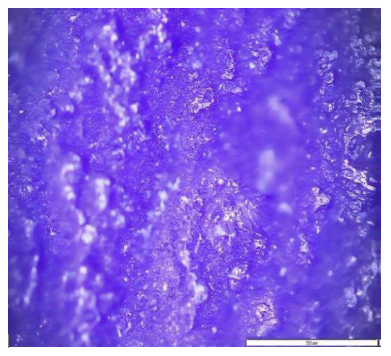
Figure 12(a): Micrograph of hybrid GJJG composite at load 10N
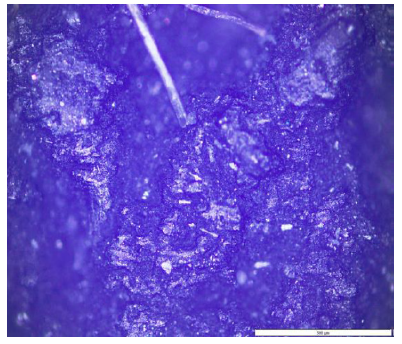
Figure 12(b): Micrograph of hybrid GJJG at load 20N
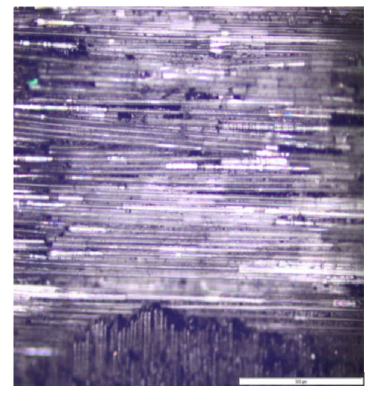
Figure 13(a): Micrograph of 5wt% cenosphere filled GJJG composite at load 20N
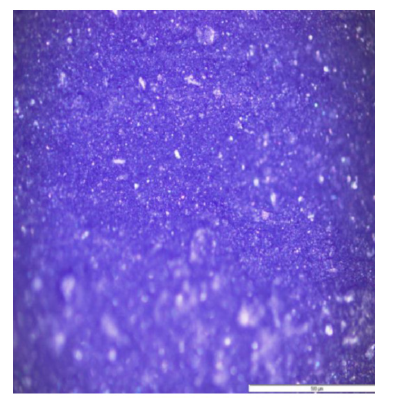
Figure 13(b): Micrograph of 20 wt.% cenosphere filled GJJG composite at load 20N
Figures 12(a) and (b) shows the micrographic study of abraded hybrid glass-jute (GJJG) epoxy composite at different loads. Damage is caused to the specimen surface by sliding the abrasive particles. It is also observed that cracks are developed along the matrix surface due to application of loads. Small grooves are also found on surface. From figure 13(a) it is observed that at higher load (20N) and low cenosphere content (5wt.%) the fibres are exposed from glass-jute composites while abraded along the surface. From Figure 13(b) it is found that when cenosphere amount increases to 20wt.% at the same load, there is less damage to the composite and matrix surface indicating improved resistance against abrasion. Matrix debonding and expose of fiber at the interface is not visible. This might have happened due to higher weight percent (20wt.%) cenosphere particles which are distributed evenly on the specimen surface. Hard cenosphere particles abrading time is more than the glass fiber, hence are not exposed so easily. Similar observations are also found for different wt. percentages of cenosphere filled hybrid epoxy composites.
CONCLUSIONS
From abrasion wear studies of cenosphere filled woven hybrid glass-jute (GJJG) epoxy composites, the following conclusions are drawn.
- Abrasion resistance of unfilled and filled glass-jute epoxy composites strongly depends on the experimental test parameters such as applied load, sliding speed and abrasive particle size.
- Cenosphere filled hybrid glass-jute (GJJG) epoxy composites showed high abrasion resistance than unfilled composites.
- The abrasive wear volume increases with increase in filler content. Inclusion of cenosphere in developed composites is found to be beneficial for resisting abrasion wear of glass fiber.
- Microscopic studies of worn surfaces support the involved mechanisms and indicate that distribution of cenosphere particles on the composite surfaces increases the abrading resistance of the modified hybrid composites for future aspects on structural and tribological uses.
STATEMENTS
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Acknowledgments
The author(s) received no financial support for the research, authorship, and/or publication of this article.
REFERENCES
- Ahmed SK, Vijayarangan S. (2008). Tensile, flexural and interlaminar shear properties of woven jute and jute-glass fabric reinforced polyester composites. Journal of Materials Processing Technology. 207(1):330–335.
- Dalbehera S, Acharya SK. (2016). Effect of cenosphere addition on the mechanical properties of jute-glass fiber hybrid epoxy composites. Journal of Industrial Textile. 46(1):177-188.
- Dalbehera S, Acharya SK. (2014). Study on mechanical properties of natural fiber reinforced woven jute-glass hybrid epoxy composites. Advances in Polymer Science and Technology. An International Journal.4 (1):1-6.
- Navin C, Pratibha S. (2010). Correlation of mechanical and tribological properties of organosilane modified cenosphere filled high density polyethylene. Materials Science and Engineering A. 527(21):5873-5878.
- Das A, Satapathy BK. (2011). Structural, thermal, mechanical and dynamic mechanical properties of cenosphere filled polypropylene composites. Material Design.32(3):1477-1484.
- Mohammed Altaweel AMA, Ranganathaiah C, Kothandaraman B, Raj JM, Chandrashekara MN. (2011). Characterization of ACS modified epoxy resin composites with fly ash and cenospheres as fillers: mechanical and microstructural properties. Polymer Composites. 32(1):139-146.
- Bijwe J, Fahim M. (2000). Tribology of high performance polymers-state of art. In: Nalwa, H.S., ed. Handbook of Advanced Functional Molecules and polymers, Gordon and Breach: London, Tokyo, Japan.
- Harsha AP, Tewari US. (2002). Tribo performance of polyaryletherketone composites. Polymer Test. 21:697–709.
- Suresha B., Ramesh BN. Subbaya KM, Chandramohan G. (2010). Mechanical and three body abrasive wear behaviour of carbon epoxy composite with and without graphite filler. Journal of Composite Material. 44(21):2509-2519.
- Zum Gahr KH. (1998). Wear by Hard Particles. Tribology International. 31(10):587-596.
- Suresha B, Chandramohan G, Siddaramaiah et al. (2008). Influence of cenosphere filler additions on three body abrasive wear behavior of glass fiber-reinforced epoxy composites. Polym Sci. 29(3):307–312.
- Suresha B, Chandramohan G, Siddaramaiah H, Siddaramaiah J. (2007). Three-body abrasive wear behaviour of carbon and glass fiber reinforced epoxy composites. Materials Science and Engineering. A.443, 285-29.
- Chand N, Naik AM, Neogi S. (2000). Three-body abrasive wear of short glass fiber polyester composite. Wear. 242(1-2):38–46.
- Liu H, Su X, Tao J, Fu R, Yang W, You C, et al. (2019). Influence of cenosphere on tribological properties of short carbon fiber reinforced PEEK composites, Journal of Applied Polymer Science 136(12):47245.
- Mahesh V, Mahesh V. (2024). Abrasion resistance of cenosphere-reinforced thermoplastic composite for tribological applications. Iranian Polymer Journal. 1-11.